 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![Freno de prensa CNC en tándem]()

modelo:
-
![Freno de prensa de NC]()
modelo:
-
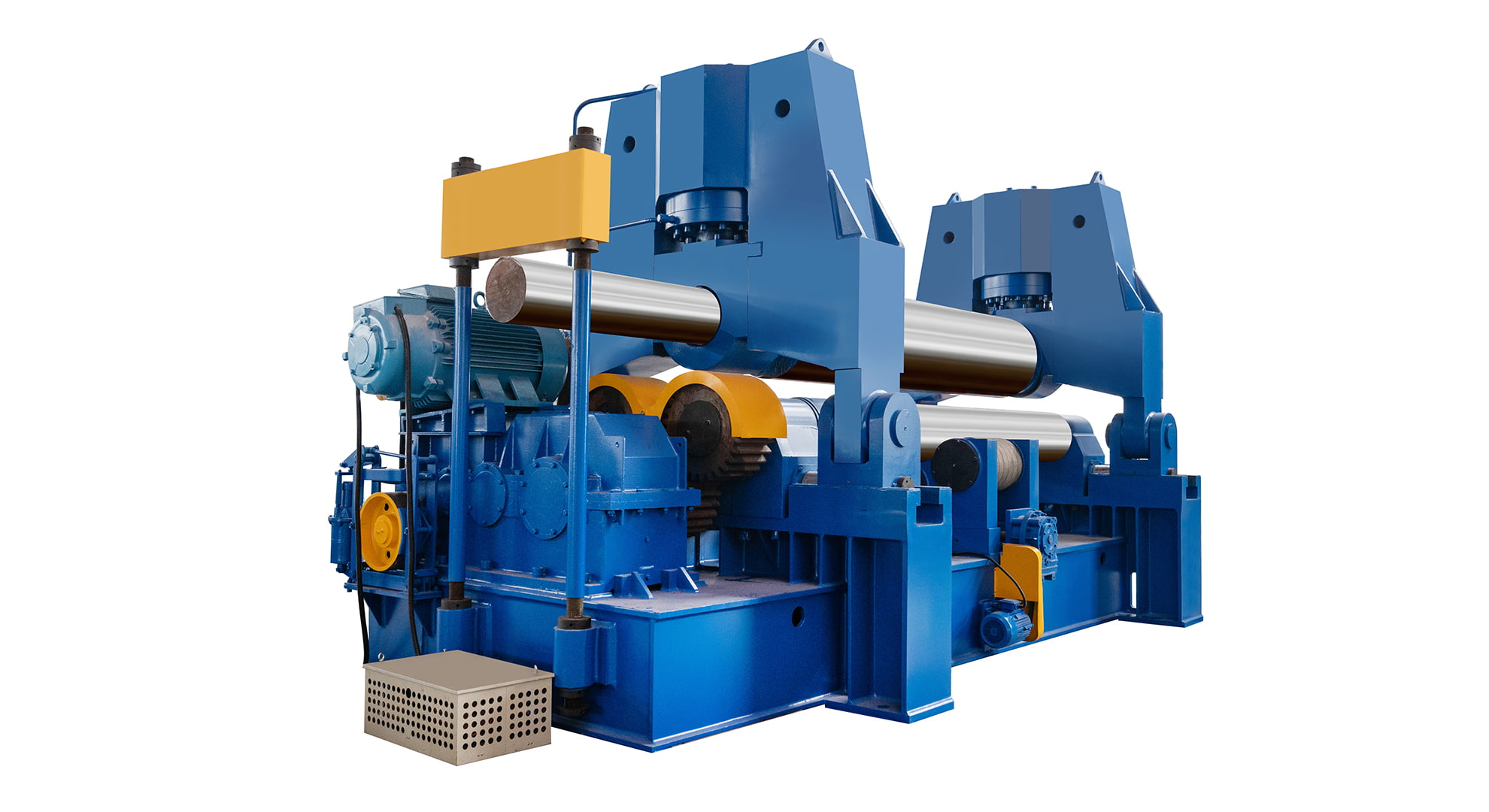
![Máquina laminadora de 4 rodillos]()
modelo:
Máquina laminadora de 4 rodillos: cómo funciona y qué puede hacer
2026-03-06
Contenido
- 1 Lo que realmente hace una máquina laminadora de 4 rodillos
- 2 Cómo funciona el sistema de cuatro rodillos
- 3 Tipos de máquinas laminadoras de 4 rodillos
- 4 Ventajas clave sobre las máquinas de 2 y 3 rodillos
- 5 ¿Qué materiales puede manejar una máquina laminadora de 4 rodillos?
- 6 Cómo elegir la máquina laminadora de 4 rodillos adecuada
- 7 Laminación de conos con una máquina de 4 rodillos
- 8 Operación segura y mantenimiento de la máquina
- 9 Conclusión
Lo que realmente hace una máquina laminadora de 4 rodillos
un laminadora de 4 rodillos dobla placas de metal en cilindros, conos o formas curvas utilizando cuatro rodillos dispuestos en un patrón específico. La ventaja definitoria sobre las alternativas de 2 y 3 rodillos es que los bordes anterior y posterior de la placa se pueden doblar previamente sin reposicionar la pieza de trabajo. , que elimina los puntos planos en ambos extremos y reduce drásticamente el desperdicio de material y el tiempo de instalación.
Esta máquina es la opción estándar en industrias que exigen secciones laminadas de precisión con extremos planos mínimos, incluida la fabricación de recipientes a presión, construcción naval, fabricación de torres eólicas y trabajos estructurales pesados. Si el objetivo es un laminado consistente y de alta calidad con una intervención reducida del operador, la configuración de 4 rodillos lo ofrece de manera más confiable que cualquier otro método de laminado.
Cómo funciona el sistema de cuatro rodillos
La máquina consta de un rodillo superior, un rodillo inferior y dos rodillos laterales colocados simétricamente. Cada rodillo desempeña un papel distinto en la secuencia de doblado.
El papel de cada rodillo
- Rodillo superior: Actúa como principal punto de flexión. Se fija en posición vertical y conduce la placa a través de la máquina.
- Rodillo inferior: se mueve verticalmente para sujetar la placa firmemente contra el rodillo superior, proporcionando el agarre necesario para la alimentación y evitando el deslizamiento.
- Rodillos laterales (izquierdo y derecho): se mueven de forma independiente en un arco lateral o inclinado para aplicar fuerza de flexión. Su posición determina el radio de curvatura.
Cuando se carga una placa, el rodillo inferior la sujeta en su lugar. Un rodillo lateral se inclina hacia arriba para doblar previamente el borde de ataque. Luego, la placa avanza mientras los rodillos laterales aplican una presión de flexión continua. Antes de que salga el extremo posterior, el rodillo del lado opuesto lo predobla. El resultado es una sección completamente laminada sin zonas planas sin doblar en ninguno de los extremos. , un problema que afecta prácticamente a todas las máquinas de 3 rodillos.
Capacidad de predoblado en la práctica
En una máquina de 3 rodillos, la zona del extremo plano generalmente oscila entre el 10 y el 15 por ciento del espesor de la placa multiplicado por un factor de geometría, dejando a menudo entre 50 mm y 150 mm de material sin doblar en cada extremo. En una máquina de 4 rodillos, esto se reduce a casi cero. Para un fabricante que lamina acero estructural de 20 mm de espesor en un cilindro de 1000 mm de diámetro, eliminar esos extremos planos puede ahorrar una cantidad significativa de mano de obra de rectificado, corte y retrabajo en cada pieza.
Tipos de máquinas laminadoras de 4 rodillos
No todas las máquinas de 4 rodillos están construidas de la misma manera. La configuración de los rodillos laterales determina cómo la máquina maneja diferentes tamaños de placas, materiales y radios de curvatura.
| Configuración | Movimiento del rodillo lateral | Mejor para | Rango de capacidad típico |
|---|---|---|---|
| Rodillos laterales basculantes | unrc or angular tilt | Fabricación general, radios variados. | Espesor de placa de 6 mm a 50 mm |
| Rodillos laterales deslizantes | Movimiento horizontal lineal | Trabajo con placas pesadas y de gran diámetro | Espesor de placa de 20 mm a 100 mm |
| Geometría variable | Multieje controlado por CNC | Laminación de conos, perfiles complejos | Varía según el modelo. |
Las configuraciones inclinables son las más comunes en los talleres metalúrgicos en general porque equilibran la flexibilidad con la simplicidad mecánica. Las configuraciones de deslizamiento lateral se prefieren en la industria pesada donde el espesor de la placa excede regularmente los 40 mm y las fuerzas de flexión involucradas requieren un mecanismo lineal más rígido.
Ventajas clave sobre las máquinas de 2 y 3 rodillos
Elegir una máquina de 4 rodillos en lugar de alternativas más simples no se trata solo de eliminar los extremos planos. El panorama completo de beneficios explica por qué la complejidad mecánica adicional vale la pena en entornos de producción.
- No es necesario reposicionar la placa: En una máquina de 3 rodillos, el operador debe quitar la placa, girarla y volver a insertarla para doblar previamente el borde de salida. Una máquina de 4 rodillos maneja ambos extremos en una sola pasada continua, lo que reduce el tiempo del ciclo entre un 30 y un 50 por ciento en trabajos típicos con cilindros.
- Mejor sujeción y alimentación: El rodillo inferior accionado de forma independiente crea un agarre de sujeción positivo en la placa, lo que reduce el riesgo de deslizamiento en materiales más gruesos o más duros, como acero estructural de alta resistencia o acero inoxidable.
- Mayor precisión dimensional: Como no es necesario reposicionar la placa, se eliminan los errores de alineación introducidos por la manipulación manual. Esto es fundamental cuando se lamina con tolerancias de diámetro estrictas.
- Reducción de la dependencia de las habilidades del operador: La secuencia de predoblado automatizada significa que se depende menos del criterio del operador, lo que facilita la capacitación de nuevos operadores y el mantenimiento de una calidad constante en todos los turnos.
- Integración CNC más sencilla: El eje de control adicional que ofrecen los rodillos laterales ajustables de forma independiente hace que las máquinas de 4 rodillos sean ideales para la automatización CNC para tiradas de producción repetibles.
¿Qué materiales puede manejar una máquina laminadora de 4 rodillos?
Estas máquinas están diseñadas principalmente para laminar placas de metal. La gama de materiales compatibles es amplia, pero la máquina debe tener el tamaño correcto para el límite elástico del material y el espesor de la placa.
Materiales comunes laminados en máquinas de 4 rodillos
- Acero al carbono dulce y estructural (la aplicación más común)
- Acero inoxidable, que se endurece y requiere una mayor fuerza de rodadura que el acero dulce de espesor equivalente.
- unluminum alloys, where softer grades roll easily but care must be taken with roller surface finish to avoid marking
- Cobre y latón para aplicaciones especializadas en las industrias aeroespacial y química.
- Aceros de alta resistencia y baja aleación utilizados en la fabricación de recipientes a presión y estructuras marinas.
un general rule: machines rated for mild steel can typically handle stainless steel at roughly 60 percent of the rated mild steel capacity , porque el acero inoxidable tiene un límite elástico aproximadamente entre 1,5 y 1,7 veces mayor. Siempre confirme el límite elástico real del material con las especificaciones de la máquina antes de comprometerse con un programa de laminación.
Cómo elegir la máquina laminadora de 4 rodillos adecuada
Seleccionar la máquina correcta requiere hacer coincidir las especificaciones de la máquina con las demandas reales de la pieza de trabajo. Un tamaño insuficiente provoca sobrecarga mecánica y desgaste prematuro. El sobredimensionamiento aumenta innecesariamente el costo de capital.
Especificaciones críticas para evaluar
- Espesor y ancho máximo de placa: Estas son las clasificaciones de capacidad primarias. Una máquina catalogada como capaz de laminar 25 mm x 2000 mm en acero dulce define el límite superior para las dimensiones de las placas.
- Diámetro mínimo de flexión: Este es el cilindro más pequeño que puede formar la máquina. Por lo general, es alrededor de 1,5 a 2 veces el diámetro del rodillo superior. Intentar rodar por debajo del diámetro mínimo corre el riesgo de deformar permanentemente los rodillos.
- Diámetro y material del rodillo: Los rodillos de mayor diámetro resisten la deflexión bajo carga y producen una flexión más uniforme en todo el ancho de la placa. Los rodillos suelen estar fabricados de acero forjado y endurecido con una dureza superficial en el rango de 52 a 60 HRC.
- Sistema de accionamiento: Los sistemas de accionamiento hidráulico proporcionan una fuerza suave y ajustable y son estándar en la mayoría de las máquinas de producción. Los sistemas de accionamiento mecánico se pueden encontrar en máquinas más antiguas o más pequeñas y ofrecen menos modulación de fuerza.
- Control CNC o manual: El control manual es suficiente para trabajos puntuales o de poco volumen. El control CNC es rentable cuando se laminan con diámetros consistentes en tiradas de producción de 20 o más piezas idénticas por turno.
Consideración de recuperación elástica
unll metal plate springs back after bending. For mild steel, springback is relatively predictable, typically requiring the side rollers to over-bend by 5 to 15 percent beyond the target radius. High-strength steels can spring back 20 to 40 percent, requiring more passes or significant overbend compensation. Las máquinas controladas por CNC pueden almacenar valores de corrección de recuperación elástica por grado y espesor del material, eliminando la prueba y error en trabajos repetidos.
Laminación de conos con una máquina de 4 rodillos
Laminación de secciones cónicas es un área donde la máquina de 4 rodillos demuestra una ventaja de capacidad significativa. En una máquina estándar de 3 rodillos, el laminado de conos requiere un ajuste manual constante y una gran experiencia del operador. En una máquina de 4 rodillos, los rodillos laterales se pueden colocar a diferentes alturas a lo largo del ancho de la placa, creando un gradiente de curvatura graduado que produce un perfil de cono cónico.
Los ángulos del cono que normalmente se pueden lograr en una máquina de 4 rodillos configurada correctamente varían de 5 grados a alrededor de 45 grados desde el eje del cilindro, dependiendo del diseño de la máquina y las dimensiones de la placa. Para las transiciones de torres eólicas, que habitualmente requieren secciones de cono con semiángulos en el vértice de entre 15 y 30 grados, esta es una capacidad de producción crítica.
Operación segura y mantenimiento de la máquina
Las máquinas laminadoras implican una importante cantidad de energía mecánica almacenada y componentes giratorios. Las disciplinas de seguridad y mantenimiento no son extras opcionales, pero afectan directamente tanto la seguridad del operador como la vida útil de la máquina.
Prioridades de mantenimiento de rutina
- Verifique el nivel y el estado del aceite hidráulico al comienzo de cada turno. El aceite contaminado acelera el desgaste de la bomba y del cilindro.
- Inspeccione las superficies de los rodillos en busca de picaduras, rayas o residuos que puedan marcar las superficies de las placas durante el laminado.
- Lubrique todos los puntos de engrase según el programa de mantenimiento, normalmente cada 50 a 100 horas de funcionamiento, según las condiciones de carga.
- Compruebe periódicamente el paralelismo de los rodillos. Los rodillos desalineados producen cilindros cónicos o arqueados incluso cuando se siguen los procedimientos correctos.
- Supervise los sellos del cilindro hidráulico para detectar fugas, lo que indica desgaste del sello y puede provocar una pérdida de fuerza de sujeción a mitad de la operación.
Prácticas de seguridad operativa
- Nunca extienda la mano por encima o cerca del punto de pellizco entre los rodillos mientras la máquina esté encendida.
- Utilice soportes de material o grúas para manipular placas pesadas, especialmente cuando introduzca placas de más de 500 kg en la máquina.
- Verifique que el cilindro enrollado esté estable antes de liberar la presión de sujeción, ya que las secciones parcialmente enrolladas pueden saltar de manera impredecible.
- Mantenga el área de trabajo libre de personal que no esté directamente involucrado en la operación de laminación durante los ciclos activos.
Conclusión
un 4 roller rolling machine is the most capable and production-efficient choice for plate bending in professional metalworking environments. Its ability to pre-bend both ends of a plate in a single pass, combined with precise clamping, consistent radius control, and compatibility with CNC automation, makes it the clear choice for fabricators who roll cylinders, cones, and curved sections regularly. Para operaciones que laminan más de unos pocos cilindros por semana, las ganancias de productividad y las mejoras de calidad en comparación con las alternativas de 3 rodillos recuperarán el mayor costo de capital en un corto período de producción. Elegir la máquina adecuada depende de hacer coincidir con precisión las especificaciones de capacidad con la placa más pesada y ancha que el taller necesita procesar, teniendo en cuenta el límite elástico del material en el cálculo.







Derechos de autor Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos los derechos reservados.
