¿Cuáles son las aplicaciones típicas de Máquina de rodillo de placa hidráulica de 3 rodillos ¿En industrias como la construcción naval, la aviación o la estructura de acero?
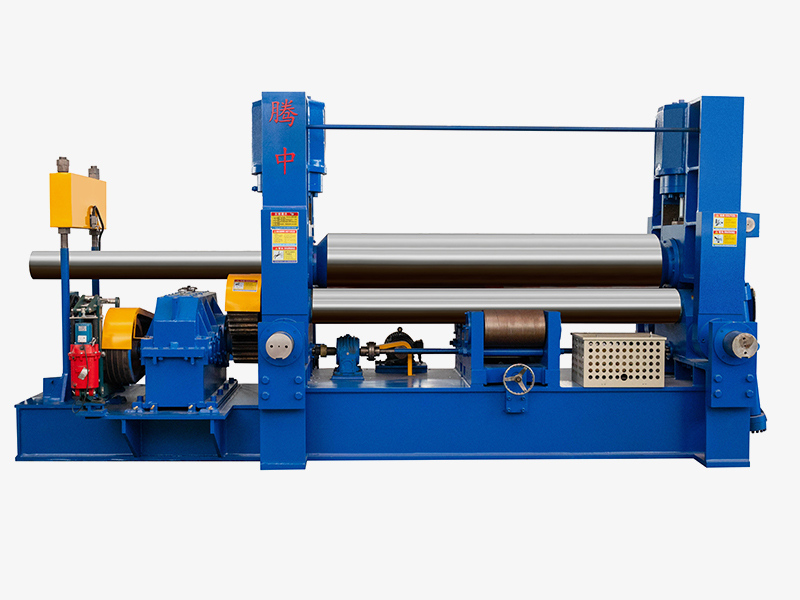
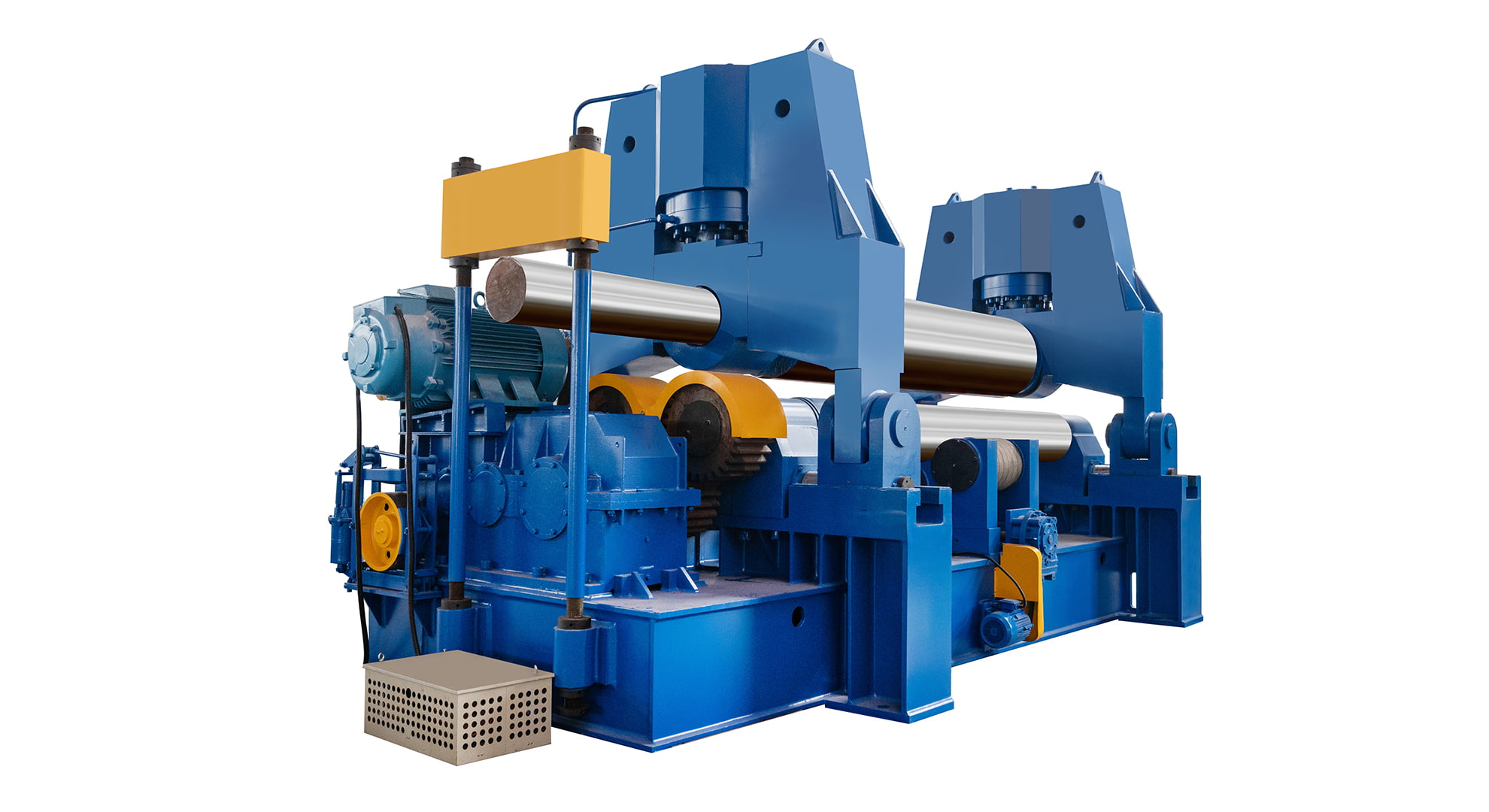
Máquina de rodillo de placa hidráulica de 3 rodillos se usa ampliamente en varias industrias debido a su eficiencia y precisión en las placas de metal de flexión y rodadura. Estas son algunas aplicaciones típicas en industrias clave como estructuras de construcción naval, aviación y acero:
Construcción naval
Construcción del casco: la máquina se usa para enrollar placas de acero grandes en formas cilíndricas para los cascos de barcos, asegurando la integridad estructural e hidrodinámica óptima.
Mazos y mamparos: las placas están dobladas para construir mazos y mamparos, que requieren una curvatura precisa para adaptarse al diseño del barco.
Construcción del tanque: las máquinas rodantes ayudan a crear tanques cilíndricos para almacenar combustible, agua y otros líquidos en los barcos.
Aviación
Fuselajes de aeronaves: la máquina de rodadura se utiliza para formar las secciones de fuselaje de las aeronaves, que requieren curvaturas específicas para el rendimiento aerodinámico.
Estructuras de ala: los componentes curvos para alas, como los bordes de plomo y finales, se pueden producir utilizando una máquina de rodadura de placa hidráulica de 3 rodillos.
Componentes aeroespaciales: otras piezas, como carcasas de motor y marcos estructurales, se benefician de las capacidades de flexión de precisión de la máquina.
Construcción de estructura de acero
Vigas y columnas estructurales: la máquina tira placas para crear vigas y columnas curvas utilizadas en diseños y estructuras arquitectónicas, mejorando el atractivo estético y el soporte estructural.
Puentes y pasos elevados: el rodamiento de placas es esencial para fabricar componentes para puentes, incluidas secciones de arco y otros elementos estructurales curvos.
Marcos industriales: se utiliza para crear marcos curvos para diversas aplicaciones industriales, incluidos el soporte de maquinaria y los marcos de construcción.
Fabricación y fabricación
Tanques de almacenamiento: la máquina se emplea para rodar placas para construir grandes tanques de almacenamiento utilizados en diversas industrias, como el petróleo y el gas, los productos químicos y el tratamiento de agua.
Vasos a presión: las máquinas rodantes son esenciales en la fabricación de vasos a presión que requieren una curvatura precisa para soportar altas presiones.
Tuberías y tubos: se puede usar para enrollar las placas en tuberías y tubos de gran diámetro para plomería, aplicaciones industriales y agrícolas.
Aplicaciones decorativas y arquitectónicas
Características arquitectónicas: la máquina puede crear elementos curvos para edificios, como arcos, cúpulas y fachadas decorativas.
Diseño de muebles: en la industria de muebles, se utiliza para crear componentes de metal redondeados para varios diseños de muebles, mejorando el atractivo estético.
Energía renovable
Componentes de la turbina eólica: la máquina se usa para enrollar placas para la fabricación de componentes como torres y cuchillas en turbinas eólicas.
Frames del panel solar: las máquinas rodantes también se pueden emplear para crear marcos curvos para paneles solares, contribuyendo al sector de energía renovable.
La versatilidad y precisión de Máquina de rodillo de placa hidráulica de 3 rodillos Hágalos indispensables en industrias que requieran flexión precisa y conformación de placas de metal. Sus aplicaciones van desde componentes estructurales de servicio pesado en construcción naval y aviación hasta características estéticas en arquitectura y energía renovable, lo que demuestra su papel crucial en la fabricación y construcción modernas.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
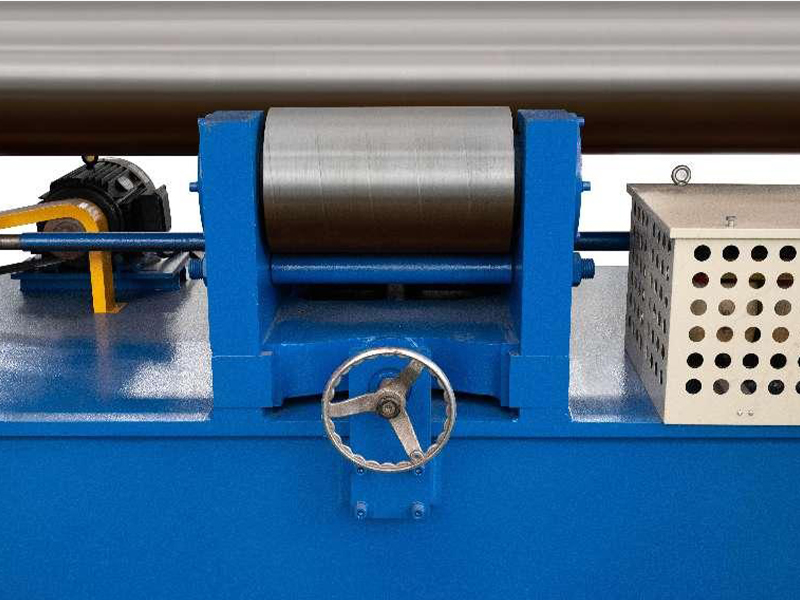
 1. Este tipo de máquina de devanado de placas tiene la función de la flexión del extremo de la placa, y el borde recto restante de la pre-flexión es menos de 2.5 veces el grosor de la placa.
1. Este tipo de máquina de devanado de placas tiene la función de la flexión del extremo de la placa, y el borde recto restante de la pre-flexión es menos de 2.5 veces el grosor de la placa.