 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![Freno de prensa CNC en tándem]()

modelo:
-
![Freno de prensa de NC]()
modelo:
-
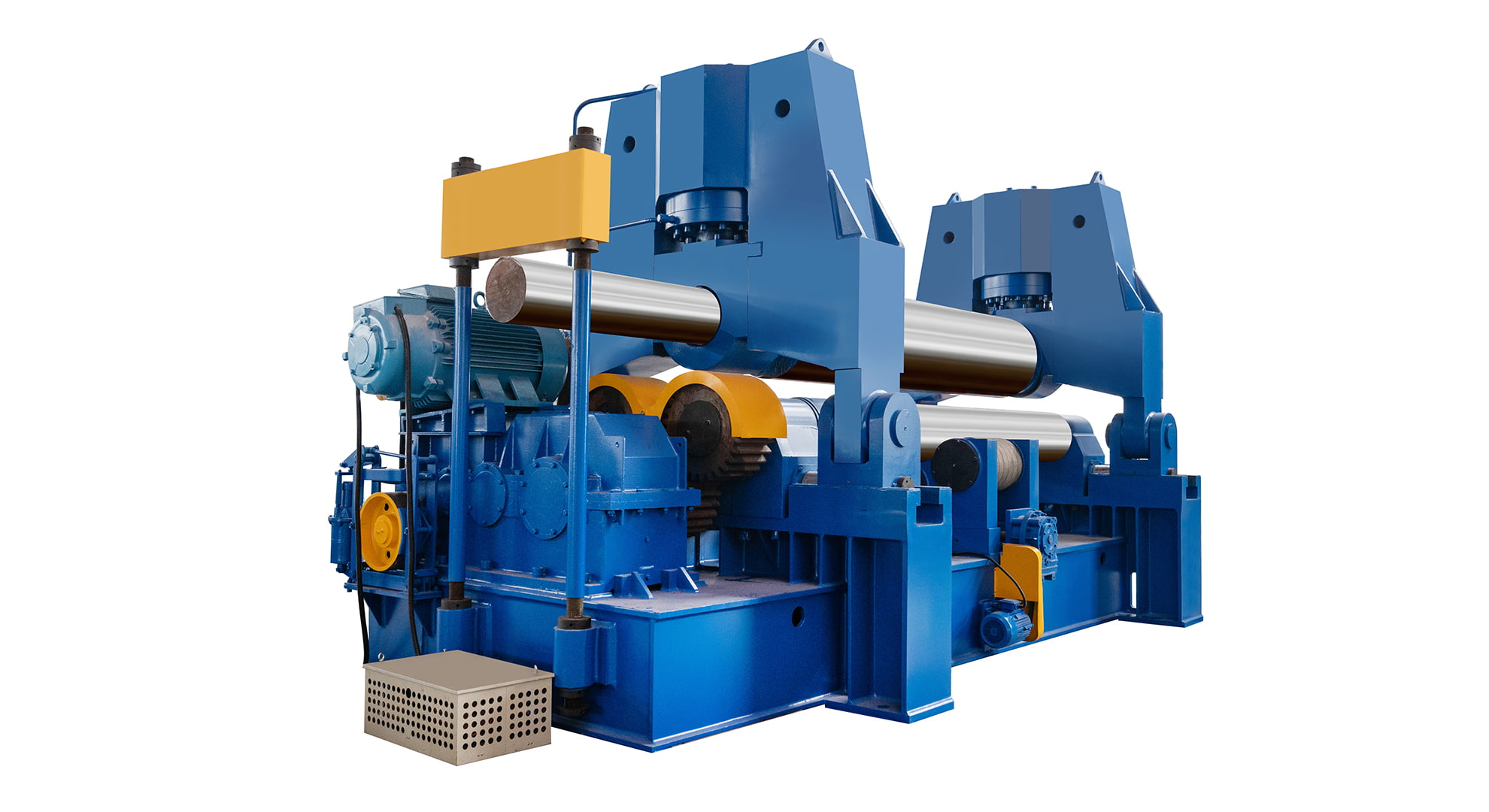
![Máquina laminadora de 4 rodillos]()
modelo:
Método de corrección para la redondez del cilindro enrollado por la máquina de rodillos de tres placas de rollo
2025-01-25
Si el cilindro producido por la máquina de rodillos de tres placas de rollo no es muy redondo, se pueden probar los siguientes métodos de corrección:
Método de ajuste mecánico
Ajuste la posición del eje del rodillo
Por un 3 máquina de rodillos , el paralelismo de los rollos superior e inferior tiene un impacto significativo en la redondez del cilindro. En primer lugar, verifique y ajuste el paralelismo de los rodillos superiores e inferiores. Si los rodillos superiores e inferiores no son paralelos, la placa se someterá a una fuerza desigual durante el proceso de rodadura, lo que hará que el cilindro aparezca elíptico o no circular. Se pueden usar herramientas de medición profesionales, como un medidor de dial, para medir la diferencia de altura entre los dos extremos del eje del rodillo, y luego los rodillos superiores e inferiores se pueden hacer paralelos ajustando los pernos de los pies de la máquina de rodadura o la estructura de soporte de El eje del rodillo.
La posición relativa entre los rodillos laterales (si se trata de los dos rodillos inferiores de una máquina simétrica de flexión de tres rodillos) y el rodillo superior también es crucial. Es necesario asegurarse de que los ejes de los rodillos laterales y el rodillo superior sean perpendiculares entre sí en el espacio, y que los rodillos en ambos lados también sean paralelos entre sí. Si se encuentra una desviación posicional, se puede corregir ajustando el mecanismo de movimiento horizontal y el mecanismo de elevación vertical de los rodillos laterales. Por ejemplo, para algunas máquinas de rodadura de placas pequeñas, la posición de los rodillos laterales se puede mover girando el tornillo de ajuste.
Agregar accesorios auxiliares
Se pueden usar almohadillas en forma de ARC. Cuando se encuentra que el cilindro es parcialmente no circular, se realiza una almohadilla de radio adecuada de acuerdo con el radio del cilindro, y la almohadilla se coloca en el interior del cilindro no circular. Luego, se utiliza un conector u otro dispositivo de presión para aplicar una cierta cantidad de presión a la almohadilla, lo que hace que la deformación local del cilindro se acerque a una forma circular.
También se pueden hacer accesorios circulares especiales. Este accesorio puede sujetar el cilindro desde el exterior y aplicar fuerza radial uniforme al cilindro ajustando el grado de apriete del accesorio, corrigiendo así la redondez. Por ejemplo, en una fabricación de tuberías que requiere una alta redondez del cilindro, se utilizará un accesorio circular con múltiples pernos de ajuste para ajustar gradualmente los pernos para apretar el accesorio y lograr el propósito de la calibración.

Método de ajuste de proceso
Rodando varias veces
Adoptando el método de rodar con múltiples pequeñas deformaciones. Al rodar por primera vez, no enrolle la hoja en un cilindro cerca del diámetro objetivo a la vez. En su lugar, realice pre rollos para doblar preliminarmente la hoja y aumente gradualmente el número de rollos y la cantidad de deformación cada vez. Después de cada rodamiento, verifique la redondez del cilindro y marque las partes no circulares. Esto puede hacer que la distribución de estrés de la placa sea más uniforme y reducir la desviación de redondez causada por la concentración de estrés local: durante múltiples procesos de rodadura, la dirección de rodadura puede cambiarse adecuadamente. Por ejemplo, comenzar a rodar desde un extremo de la hoja por primera vez y rodar desde el otro extremo de la hoja por segunda vez ayuda a contrarrestar el estrés residual causado por el rodamiento unidireccional dentro de la hoja, lo que hace que la forma cilíndrica sea más regular.
Corrección de calefacción
Si el material del cilindro lo permite y la desviación de la redondez es grande, se puede usar el método de corrección de calentamiento local. Identifique la parte no circular del cilindro y use una llama de acetileno de oxígeno u otro equipo de calentamiento para calentar localmente el área. Al calentar, se debe prestar atención al controlar la temperatura de calentamiento y el rango de calentamiento, generalmente manteniendo la temperatura por debajo de la temperatura crítica del material. A medida que aumenta la temperatura, disminuye la resistencia de rendimiento del material. Bajo la acción de la propia gravedad del cilindro o una ligera presión externa, las piezas no circulares sufrirán deformación plástica, logrando así el propósito de corregir la redondez. Por ejemplo, para cilindros hechos de material de acero bajo en carbono, la temperatura de calentamiento se puede controlar entre 600-800 ℃. Después de calentar, deje que el cilindro se enfríe naturalmente o use un método de enfriamiento apropiado, como el enfriamiento de la niebla de rociado de agua, para fijar la forma.
Ajuste de detección y retroalimentación
Detección en tiempo real: durante el proceso de rodadura, use herramientas de medición para detectar la redondez del cilindro en tiempo real. Por ejemplo, el uso de un marcador de micrómetro interno o láser para medir las dimensiones del diámetro interno de un cilindro en diferentes posiciones, y detectar las desviaciones de redondez de la redonía al comparar los datos de medición. Si hay un problema con la redondez, detenga inmediatamente la operación de rodadura y ajústelo de acuerdo con la desviación, como ajustar la posición del eje del rodillo o cambiar el proceso de registro y análisis de datos de rodadura
Registre los parámetros de cada rollo, que incluye espesor de lámina, material, velocidad de rodadura, espaciado del eje del rodillo y datos de medición de redondez del cilindro correspondientes. Al analizar estos datos, resume los factores y patrones clave que afectan la redondez. Por ejemplo, si se encuentra que un cierto material de chapa es propenso a la desviación de la redondez a una velocidad de rodadura específica, la velocidad de rodadura se puede ajustar en consecuencia, o se puede usar un proceso de rodadura especial para este material de chapa.







Derechos de autor Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos los derechos reservados.
