 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![Freno de prensa CNC en tándem]()

modelo:
-
![Freno de prensa de NC]()
modelo:
-
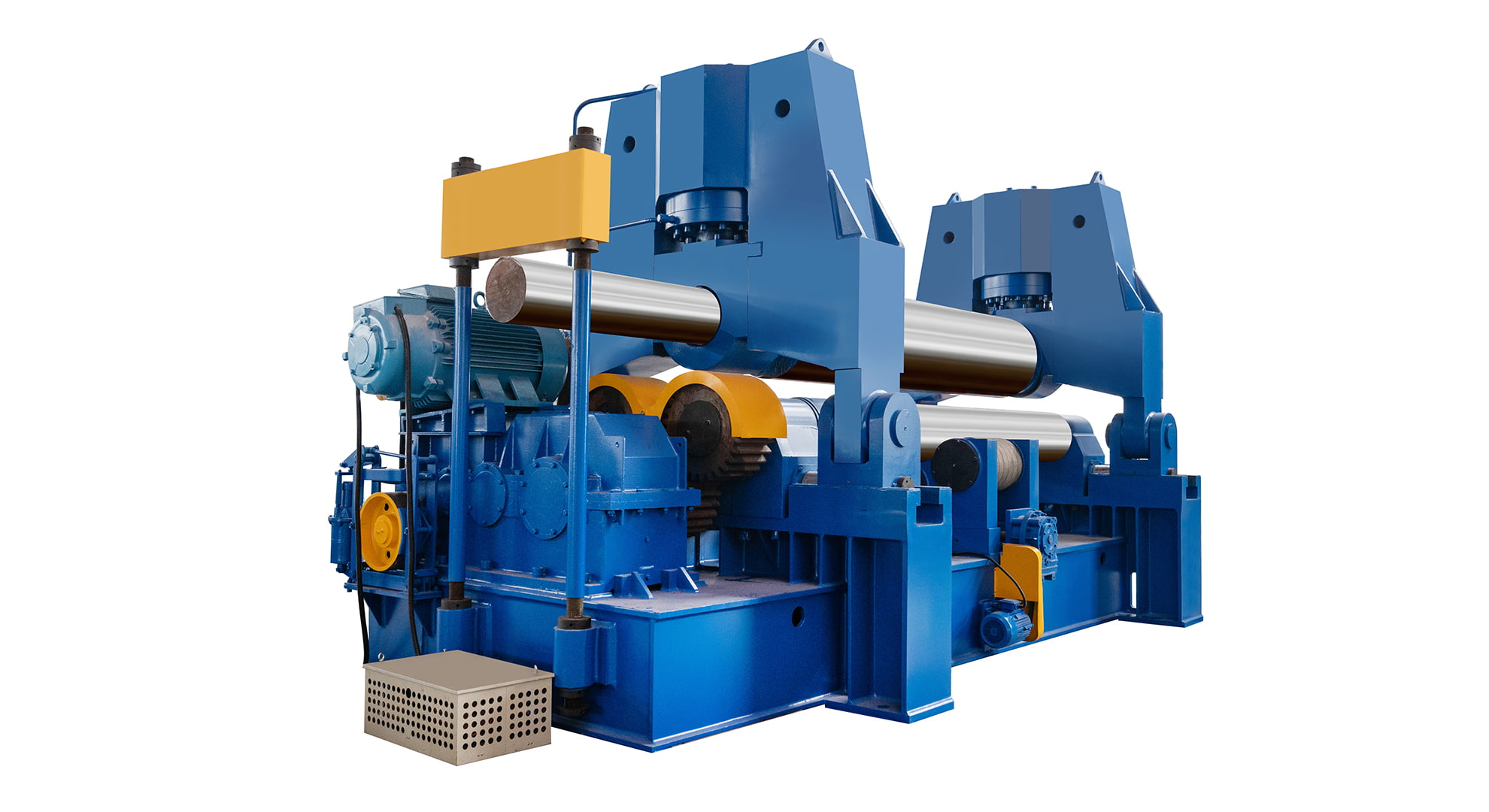
![Máquina laminadora de 4 rodillos]()
modelo:
¿Cuál es la diferencia entre una máquina de rodillos de placa de tres roll y cuatro roll?
2025-08-22
Contenido
En el mundo de la fabricación de metales, pocas máquinas son tan fundamentales para crear fomas cilíndricas y cónicas como la máquina de rodillos . Estas poderosas herramientas doblan las láminas planas de metal en curvas, formyo todo, desde recipientes a presión masivos y torres de turbinas eólicas hasta elementos arquitectónicos y tuberías industriales. Al embarcarse en el viaje para seleccionar el equipo adecuado para una tienda o proyecto, la pregunta más común y crítica que surge es:
Esta no es una cuestión de que uno sea universalmente "mejor" que el otro. En cambio, se trata de comprender las diferencias fundamentales en su diseño, operación y capacidades para que coincidan con la máquina adecuada con las demyas específicas del trabajo. La elección depende de factores como el volumen de producción, la precisión requerida, los tipos de materiales y, por supuesto, el presupuesto.
Este artículo proporcionará una comparación detallada e imparcial de máquinas de rodillos de placas de tres roll y cuatro roll, descomponiendo sus mecánicas, ventajas, limitaciones y aplicaciones ideales para capacitarlo con el conocimiento necesario para tomar una decisión informada.
La función central: cómo funciona el rodamiento de placas
En su forma más simple, el rodamiento de placas implica deformar una lámina de metal elástica y plásticamente alrededor de un eje central. La máquina utiliza una combinación de fuerza y rollos posicionados con precisión para imponer un radio consistente en la pieza de trabajo. El número de rollos y su configuración dictan directamente cómo la máquina maneja el metal, particularmente al principio y al final del proceso de flexión.
La máquina de rodillos de placa de tres roll: simplicidad y resistencia
La configuración de tres roll es el diseño clásico probado en el tiempo. Como su nombre lo indica, consta de tres rollos: dos rollos inferiores y un rollo superior.
Hay dos subtipos primarios de máquinas de tres roll:
Pinches inicial (Roller de pellizco): Este es el tipo más común. Los dos rollos inferiores están impulsados por la potencia y fijados en posición. El rollo superior se mueve verticalmente para aplicar presión y pellizcar la hoja contra los rollos inferiores. Para comenzar la curva, la lámina de metal debe alimentarse manualmente en la máquina hasta que llegue a una parada trasera. El rollo superior desciende, pellizca la lámina y los rollos inferiores impulsados giran para tirar del material, doblándolo contra el rollo superior.
Tipo de pirámide: En este estilo más antiguo, los rollos están dispuestos en forma de pirámide. El rollo superior está centrado por encima de los dos rollos inferiores. Los tres rollos pueden moverse. Si bien en gran medida se reemplaza por diseños más modernos, las máquinas piramidales son conocidas por su capacidad para manejar placas muy gruesas.
Ventajas clave de una máquina de tres roll:
Inversión inicial más baja: En general, las máquinas de tres roll tienen un sistema mecánico e hidráulico más simple, lo que las hace más asequibles para comprar. Esta es una ventaja significativa para tiendas fabulosas, startups u operaciones más pequeñas con un menor Presupuesto de la máquina de rodillos de placa .
Construcción robusta: Con menos piezas móviles, a menudo están construidas para ser extremadamente resistentes y son adecuadas para Rolling de placas de servicio pesado y doblando muy placa de acero gruesa .
Operación y mantenimiento más simples: Los sistemas de control suelen ser menos complejos, y el mantenimiento puede ser más sencillo debido a la disposición menos complicada de los componentes.
Mayor capacidad máxima: Para un precio dado, una máquina de tres rodillos a menudo cuenta con una capacidad de espesor máximo más alta en comparación con una máquina de cuatro roll.
Limitaciones clave de una máquina de tres roll:
Extremos planos (requerido pre-flexión): Este es el inconveniente más significativo. El diseño de pellizco inicial no puede doblar los bordes principales y finales de la placa sin una operación secundaria. Estas secciones planas no bañadas deben ser "pre-empeñadas" en un freno de prensa o utilizando la máquina de rodar en un proceso engorrosa y de varios pasos. Esto agrega tiempo, requiere habilidad adicional del operador y puede provocar inconsistencias.
Menos precisión: Lograr un cilindro perfecto con un radio consistente de borde a borde es más desafiante y dependiente del operador debido al problema del extremo plano.
Menor eficiencia: La necesidad de pre-flexión y la alimentación manual del material hacen que el proceso general sea más lento, que es menos ideal para Fabricación de metal de alto volumen entornos.

La máquina de rodillos de placa de cuatro roll: precisión y eficiencia
La máquina de cuatro roll agrega un cuarto rollo crítico a la ecuación. Por lo general, presenta dos rollos inferiores y dos rollos superiores. La configuración está diseñada para superar la limitación principal del diseño de tres roll.
En una configuración estándar de cuatro rollo:
El rollo trasero inferior es el rollo principal conducido.
El rollo delantero inferior y el rollo trasero superior pueden moverse verticalmente.
El rollo delantero superior a menudo se fija o puede pivotar.
La ventaja revolucionaria: eliminar los extremos planos
El genio de la máquina de cuatro rollo radica en su capacidad para agarrar la placa de arriba y abajo antes Comienza el proceso de flexión. Así es como funciona:
Cargando: La placa se inserta entre la parte delantera inferior y la parte superior trasera.
Reprimición: El rollo delantero inferior se eleva y el rollo trasero superior desciende, sujetando firmemente la placa. No hay necesidad de alimentar la placa a una parada trasera.
Pre-doblar el borde de ataque: Con la placa sujetada, el rollo delantero superior desciende para prevenir previamente el borde de ataque de la placa contra el rollo trasero inferior impulsado principal. Esto sucede automáticamente, justo al comienzo del ciclo.
Laminación: Una vez que se dobla el borde de ataque, la máquina continúa con el proceso de rodamiento completo. Los rollos giran, formando la placa en un cilindro.
Pre-doblar el borde posterior: Cuando el rollo está casi completo, la máquina puede usar la misma acción de sujeción y flexión para contener previamente el borde posterior antes de que la pieza se complete y se libere.
Este proceso integrado es por qué las máquinas de cuatro roll son sinónimo de Rolling de placa de precisión and Flexión de placa CNC .
Ventajas clave de una máquina de cuatro roll:
No hay extremos planos / pre-flexión integrado: El mayor beneficio más grande. Elimina completamente la operación secundaria previa a la flexión, ahorrando una gran cantidad de tiempo y mano de obra.
Precisión y consistencia superiores: La acción de sujeción proporciona un control superior sobre la pieza de trabajo, minimizando el deslizamiento y garantizando un cilindro perfectamente simétrico con un radio consistente en toda su longitud. Esto es crítico para Fabricación de cilindros industriales .
Mayor productividad y automatización: El proceso es más rápido, requiere menos intervención manual y es mucho más fácil de integrar con Sistemas de control de CNC . Esto lo hace ideal para formación de metal automatizado células.
Operación más fácil: Si bien la máquina en sí es más compleja, el proceso de rodamiento real es a menudo más simple para el operador, lo que requiere menos habilidad para lograr resultados perfectos. Características como máquina de cono La funcionalidad también es a menudo más fácil y más precisa en un diseño de cuatro rollo.
Seguridad mejorada: El operador tiene menos interacción con la placa móvil, ya que está sujetado y controlado durante todo el proceso.
Limitaciones clave de una máquina de cuatro roll:
Mayor costo inicial: La complejidad adicional del cuarto rollo, su sistema de accionamiento y los controles más sofisticados dan como resultado un precio de compra más alto.
Capacidad máxima ligeramente menor: Para una máquina de un tamaño y costo físico similares, un rollo de cuatro rollo podría tener una capacidad de espesor máximo ligeramente más baja que una máquina resistente de tres rodillos, ya que cierta resistencia se comercializa por complejidad y precisión.
Mayor complejidad de mantenimiento: Con piezas más móviles e hidráulica y electrónica avanzadas, el mantenimiento requiere un conocimiento más especializado.
Comparación de cabeza a cabeza: una tabla de resumen
| Característica | Máquina de tres rodillos (pellizco inicial) | Máquina de cuatro rodillos |
| Número de rollos | 3 | 4 |
| Costo inicial | Más bajo | Más alto |
| Pre-flexión | Se requiere una operación secundaria separada | Operación automática integrada |
| Extremos planos | Sí, en ambos extremos del cilindro | No, cilindro completamente formado |
| Precisión | Bueno, pero dependiente del operador | Excelente, consistente y repetible |
| Productividad | Inferior, debido a las operaciones secundarias | Flujo de trabajo más alto, continuo y automatizado |
| Ideal para | Equipo de taller fabuloso pequeño , pesado, flexión de un solo paso, tiendas con frenos de prensa existentes para prejuicios previos | Fabricación de alta producción , precisión de metal , tiendas centradas en la eficiencia y la producción |
| Habilidad del operador | Requiere una mayor habilidad para prevenir y lograr la consistencia | Más fácil de operar para obtener resultados consistentes una vez configurado |
| Cono rodando | Posible pero a menudo más desafiante | Generalmente más fácil y más preciso |
Tomar la decisión correcta para su operación
La decisión entre una máquina de tres roll y cuatro roll finalmente se reduce a sus necesidades específicas.
Elija una máquina de rodillos de placa de tres roll si:
Su negocio de fabricación de metales está con un presupuesto ajustado.
Su trabajo se centra principalmente en Rollamiento de placa de calibre pesado donde el grosor extremo es la principal preocupación, no la salida de alto volumen.
Ya tiene un freno de prensa capaz que puede manejar operaciones previas a la flexión.
Sus ejecuciones de producción son más cortas y puede tolerar el tiempo extra requerido para pre-flexión.
Trabaja en una amplia variedad de proyectos únicos en lugar de repetitivas y de alto volumen.
Elija una máquina de rodillos de placa de cuatro roll si:
Productividad and eficiencia son tus principales prioridades.
Necesita alta precisión y calidad consistente para cada parte, como en fabricación de buques a presión or Rolling de tuberías comerciales .
Desea reducir los costos laborales y el manejo manual automatizando el proceso de flexión.
Planeas integrar la máquina en un Fabricación de metal CNC flujo de trabajo.
La mayor inversión inicial puede justificarse mediante un retorno de inversión (ROI) más rápido a través de un mayor rendimiento y menores costos laborales.
Conclusión
En el debate entre máquinas de rodillos de placa de tres roll y cuatro roll, no hay un ganador absoluto. La máquina de tres roll sigue siendo un pilar de fuerza y asequibilidad, un ajuste perfecto para muchas tiendas de trabajo que valoran la robustez y tienen los medios para manejar sus peculiaridades operativas. Por el contrario, la máquina de cuatro roll es un testimonio de la eficiencia de ingeniería moderna, diseñada para maximizar la producción, la precisión y la rentabilidad en los entornos de producción exigentes.
Comprender las diferencias mecánicas centrales, más notablemente la capacidad de los cuatro roll para sujetar y prevenir previamente automáticamente, es la clave para evaluar su valor para su maquinaria necesidades. Al sopesar cuidadosamente los requisitos de su proyecto, el volumen de producción y los parámetros financieros, puede seleccionar la máquina que realmente dará forma al futuro de sus capacidades de fabricación.







Derechos de autor Nantong Tengzhong Machinery Manufacturing Co., Ltd. Todos los derechos reservados.
